12年掌握焊接工藝核心技術(shù)
智能化焊接技術(shù)解決方案提供商
服務(wù)熱線:
13308212360
12年掌握焊接工藝核心技術(shù)
智能化焊接技術(shù)解決方案提供商
服務(wù)熱線:
13308212360


News
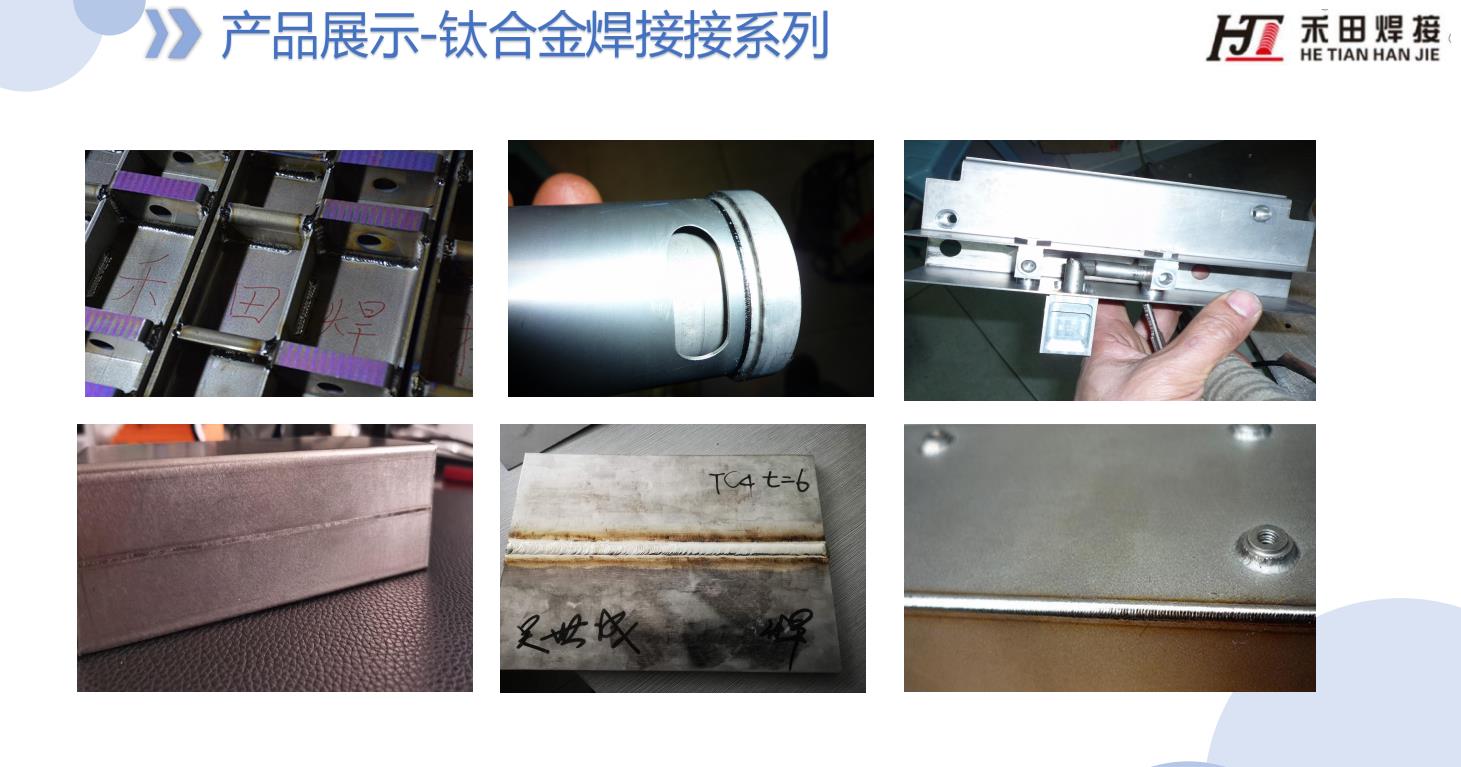
鈦及鈦合金常用的焊接方式有:氬弧焊
1
、焊前準(zhǔn)備
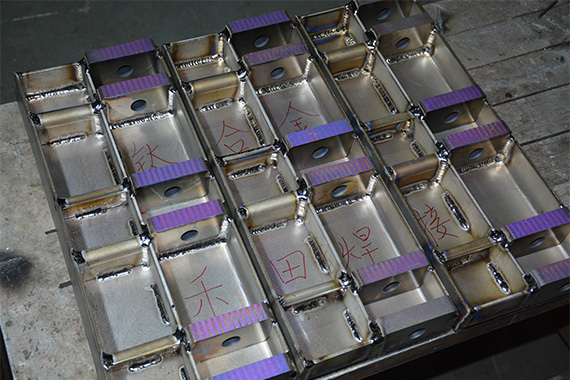
焊件和鈦焊絲表面質(zhì)量對(duì)焊接接頭的力學(xué)性能有很大影響因此必須嚴(yán)格清理
。鐵板及鈦焊絲可采用機(jī)械清理及化學(xué)清理兩種方法。
1.1機(jī)械清理對(duì)焊按質(zhì)量要求不高或酸洗有困難的焊件
,可用細(xì)砂紙或不銹鋼絲刷擦拭,但是用硬質(zhì)合金黃色刮削鈦板,去除氧化膜。

1.2化學(xué)清理
。焊前可先對(duì)試件及焊絲進(jìn)行酸洗,酸洗液可用HF5%+HNO335%的水熔液。酸洗后用凈水沖洗,烘干后立即施焊
2
3
4
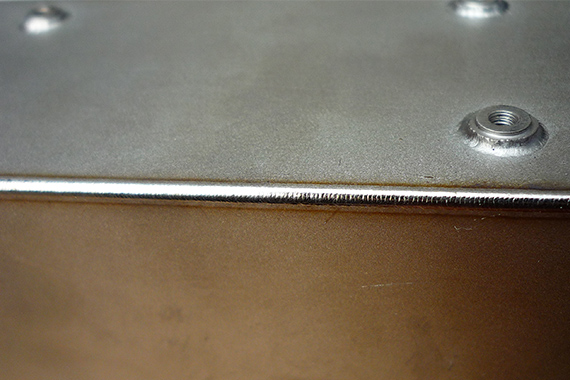
、氣體保護(hù)及焊接溫度 鈦管接頭在焊接是地,為了防止焊接接頭在高溫下被有害氣體及元素污染,必須對(duì)焊區(qū)及焊縫進(jìn)行必要的焊接保護(hù)與溫度控制,其溫度應(yīng)在250℃以下。保護(hù)與溫度控制的主要方法:一是對(duì)表面焊縫加保護(hù)氣體拖罩;二是將被焊接頭管內(nèi)充滿保護(hù)氣體。保護(hù)氣采用氬氣,其純度應(yīng)≥99.99%。保護(hù)氣體的流量應(yīng)滿足焊接技術(shù)要求

5
、焊接參數(shù)的選擇
5.1 鈦合金焊絲。填充焊絲的牌號(hào)應(yīng)根據(jù)母材來(lái)選擇
,一般采用與母材同質(zhì)的原則,有時(shí)為了提高接頭的塑性,也可以選擇比母材合金化程度稍低的焊絲。焊絲直徑應(yīng)根據(jù)母材厚度來(lái)選擇(見(jiàn)表2) 表 2
5.2 鎢極
。選用鈰鎢極,其直徑根據(jù)鈦合金管壁厚選擇,一般在1.0~3.0mm,鎢極端部應(yīng)磨成30~45度錐形。
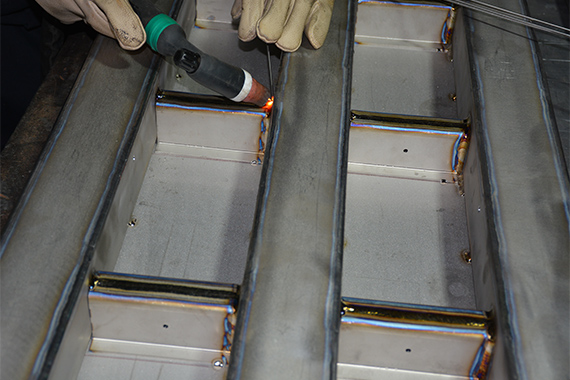
6、坡口形式的選擇 原則盡量減少焊接層數(shù)和焊接金屬
。隨著焊接層數(shù)的增多,焊縫累計(jì)吸氣置增加,以至影響焊接接頭性能,又由于鈦及鈦合金焊接時(shí)焊接熔池尺寸較大,因此試件開(kāi)單V型70~80°坡口。
7
、試件組對(duì)及定位焊 為了減少焊接變形,焊前進(jìn)行定位焊,一般定位焊間距為100~150mm,長(zhǎng)度為10~15 mm。定位焊所用的焊絲、焊接工藝參數(shù)及氣體保護(hù)條件應(yīng)與焊接接頭焊接時(shí)相同。間隙0~2mm上述內(nèi)容就是本次小編給大家?guī)У降?strong>成都鈦合金焊接工藝 希望可以給大家?guī)У揭恍椭?
郵箱:1871232627@qq.com
電話:13308212360
座機(jī):028-87070830
地址:四川省成都市郫都區(qū)正港路128號(hào)
產(chǎn)品中心
激光焊接 不銹鋼焊接 鋁合金焊接 鈦合金焊接 機(jī)器人焊接服務(wù)直通車
成都鈦合金焊接 成都不銹鋼焊接 成都激光焊接新聞中心
公司動(dòng)態(tài) 行業(yè)新聞 技術(shù)交流 時(shí)事聚焦 其他關(guān)于我們
禾田簡(jiǎn)介 工廠風(fēng)貌 工程師簡(jiǎn)介 榮譽(yù)資質(zhì)
掃一掃 關(guān)注我們
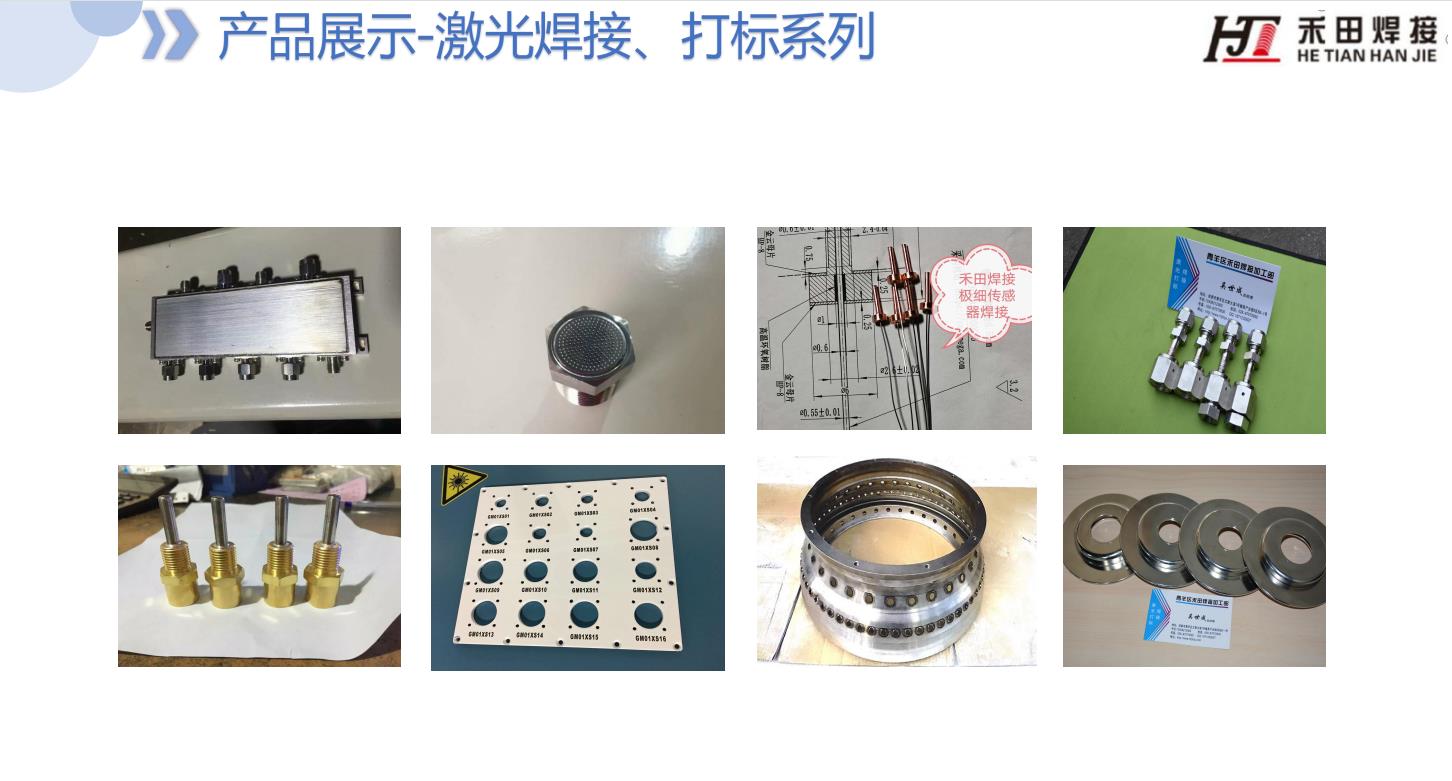 ,打標(biāo)系列" />
,打標(biāo)系列" />







 當(dāng)前位置:
當(dāng)前位置:
 熱門推薦
熱門推薦



家燈火")
