12年掌握焊接工藝核心技術(shù)
智能化焊接技術(shù)解決方案提供商
服務(wù)熱線:
13308212360
12年掌握焊接工藝核心技術(shù)
智能化焊接技術(shù)解決方案提供商
服務(wù)熱線:
13308212360


News
1、強(qiáng)度損失
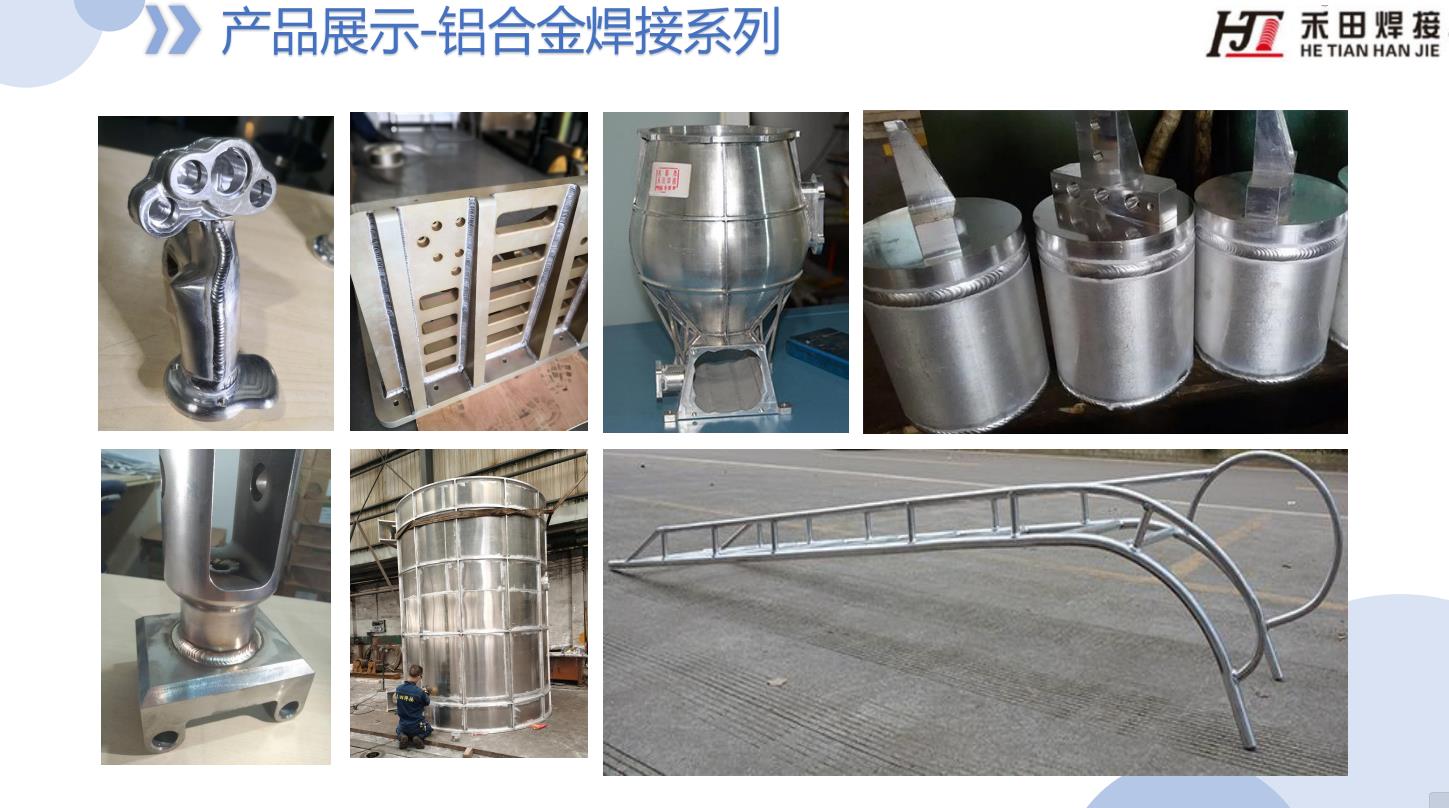
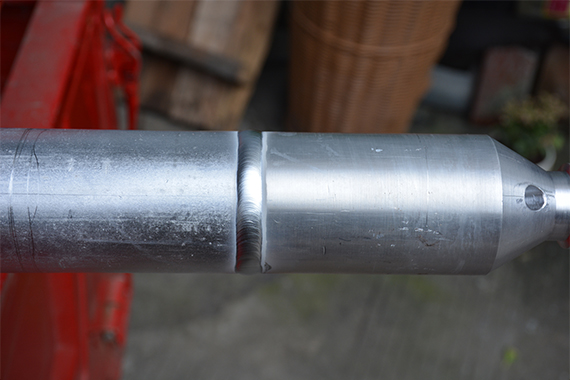
可熱處理的鋁合金6061-T6和不可熱處理的鋁合金5086-H32均用于焊接接頭
>>>參考AWS D1.2《結(jié)構(gòu)焊接規(guī)范-鋁》和母材性能可知

2
 ,打標(biāo)系列" />
,打標(biāo)系列" />







 當(dāng)前位置:
當(dāng)前位置:
 熱門推薦
熱門推薦