








 當(dāng)前位置:
當(dāng)前位置:

 激光焊接
激光焊接 推薦產(chǎn)品
推薦產(chǎn)品



 推薦新聞
推薦新聞

 在線留言
在線留言 詳情內(nèi)容
詳情內(nèi)容
在目前來(lái)說(shuō)
,比較高效的成都鈦合金焊接方法主要有:PAW、LW、LW+MIG等自動(dòng)焊接方法。1.焊前準(zhǔn)備
鈦合金焊接的焊前準(zhǔn)備工作非常重要,焊前準(zhǔn)備工作主要包括:

(1)焊前清潔
焊前要用細(xì)絲的不銹鋼鋼絲刷對(duì)坡口及坡口兩邊50mm范圍內(nèi)的鈦合金表面進(jìn)行打磨,直至露出鈦合金本身的金屬光澤為止
。打磨后再用干凈的白綢布加丙酮將坡口及其兩側(cè)擦拭干凈,以徹底清除焊接區(qū)域的氧化膜、油脂、水、塵等雜物。(2)調(diào)試設(shè)備
焊接前要仔細(xì)檢查各氣瓶壓力,以確保各種氣體壓力充足
。PA及L-MIG復(fù)合焊前,要對(duì)焊機(jī)進(jìn)行調(diào)節(jié)和檢查,確保電源和送絲機(jī)正常工作。調(diào)節(jié)檢查時(shí),一般可將焊槍在焊縫全長(zhǎng)上空走一遍,確保行走機(jī)構(gòu)工作正常且焊槍與焊縫對(duì)中理想
。LW焊前,要校正焊縫軌跡,編寫NC程序。(3)焊接材料
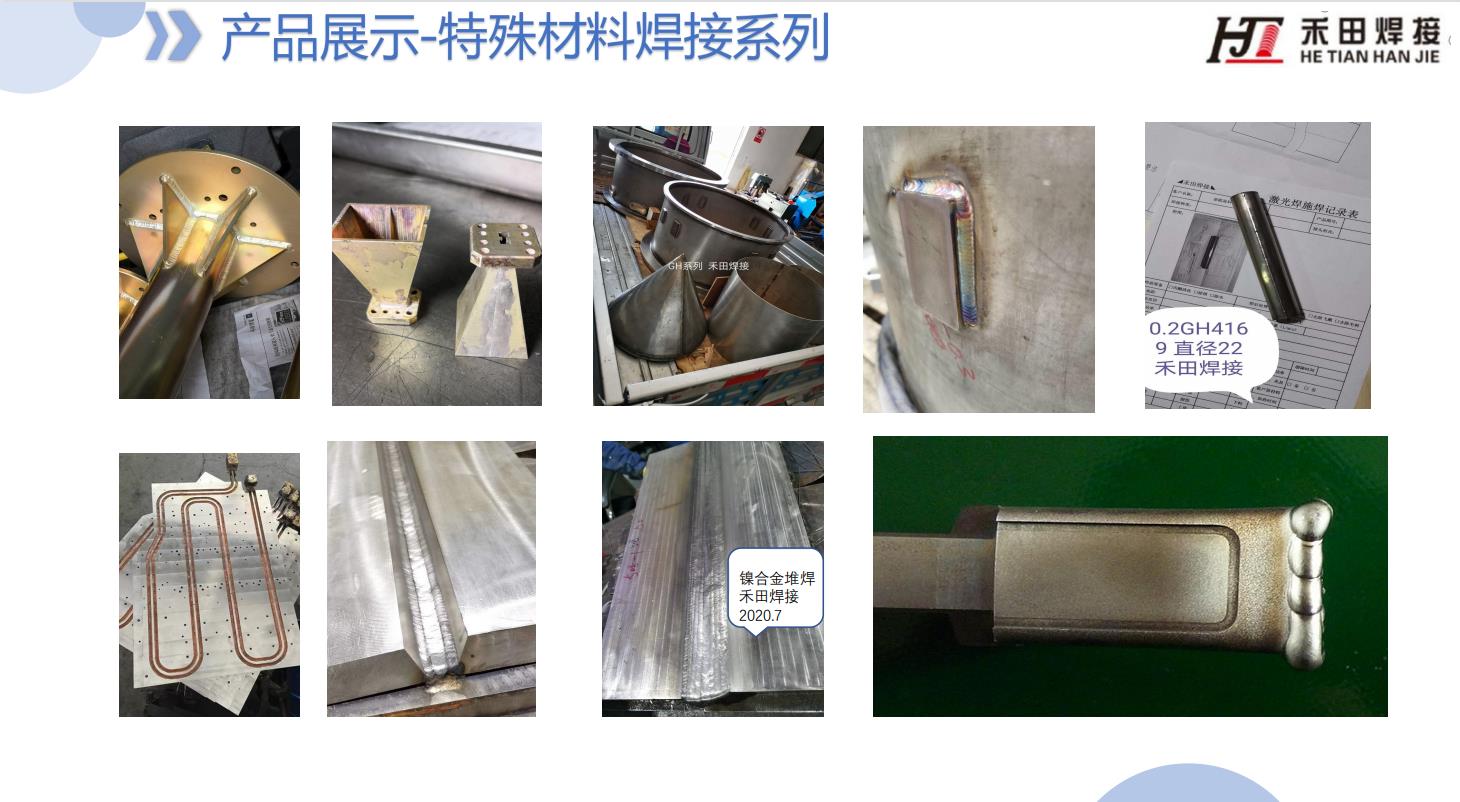
等離子弧焊(PAW)的離子氣
、噴嘴保護(hù)氣、托罩及背面保護(hù)氣均采用一級(jí)純氬(≥99.99%);激光焊接(LW)過(guò)程中側(cè)吹氣體采用純氦(≥99.99%),拖罩及背面保護(hù)氣用一級(jí)純氬(≥99.99%);激光+熔化極氣保焊(LW+MIG)的復(fù)合焊時(shí)MIG焊槍采用(70%He+30%Ar)混合氣。焊件的母材為Ti70(Ti-2.5Al-2Zr-1Fe系α鈦合金)和TA5(Ti-4Al-0.005B系α鈦合金)兩種。焊材均采用Φ1.2mm的盤狀焊絲TA10
。2.焊接方法
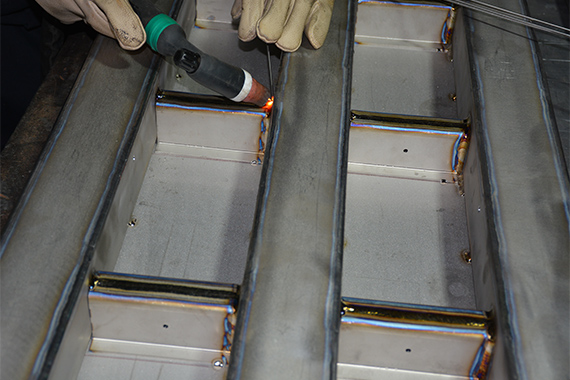
(1)等離子弧焊
對(duì)厚度在2.5~15mm之間的鈦板,當(dāng)坡口為I形時(shí)應(yīng)用小孔法可一次焊透,為了**小孔的穩(wěn)定,背面充氣溝槽的尺寸為30mm×30mm。PAW的工藝參數(shù)較多,當(dāng)采用小孔法時(shí)主要涉及到噴嘴孔徑
、焊接電流、離子氣流量、焊接速度、保護(hù)氣流量等。本次焊接使用的噴嘴孔徑為2.5mm,焊接時(shí)電流類型采用直流正接(DCEN),研究者在試板焊接過(guò)程中的具體焊接工藝參數(shù)見(jiàn)圖1(2)激光焊
LW焊接時(shí)的主要工藝參數(shù)有激光功率、焊接速度
(3)激光MIG復(fù)合焊
LW-MIG復(fù)合焊時(shí),由于存在激光和電弧兩個(gè)熱源,且每個(gè)熱源均有較多的工藝參數(shù)需調(diào)節(jié),故要使激光與電弧諧同匹配需進(jìn)行大量試驗(yàn)摸索
。對(duì)于4mm的Ti70板材對(duì)接接頭,本次焊接使用了圖3給出的工藝參數(shù),得到了成型良好的單道全熔透焊縫。焊接時(shí)激光與電弧的相對(duì)位置要調(diào)得恰當(dāng)。3.焊后檢查
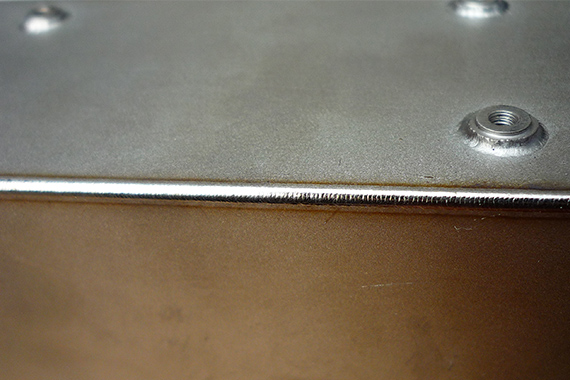
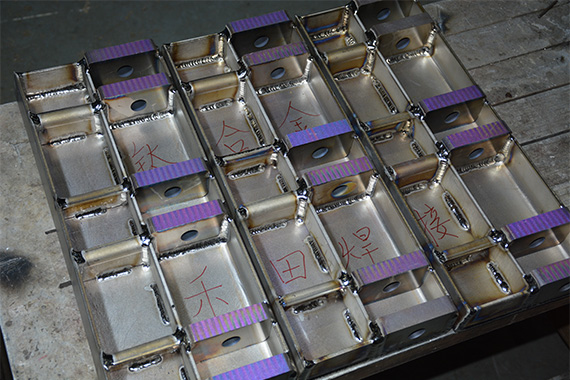
焊接完成后,對(duì)其焊縫的外觀進(jìn)行檢查和無(wú)損檢測(cè)
。鈦合金的外觀顏色可以表明焊縫產(chǎn)生污染的程度。一般銀白色的保護(hù)優(yōu)良,幾乎不存在有害氣體的污染;淡黃色、金黃色焊縫對(duì)力學(xué)性能影響不大;其他藍(lán)、灰等顏色則不可接受。由于高溫區(qū)采取的保護(hù)充分,焊接后的焊縫外觀顏色基本為銀白色或金黃色。但由于在起弧段拖罩不能完全靠牢,所以在起弧處保護(hù)效果略差。正常情況下,焊后焊縫外觀檢查成型良好,無(wú)裂紋、未熔合、氣孔、焊瘤等缺陷。想要了解更多關(guān)于成都鈦合金焊接的相關(guān)知識(shí)
,盡在青羊區(qū)禾田焊接加工部。
家燈火")
