,高功率、高密度
、高穿透能力強(qiáng)
、可控性好、保護(hù)效果好
。鋁合金的電子束焊接,由于能量密度高,可大大減小熱影響區(qū),提高焊接接頭強(qiáng)度,可避免熱裂紋等缺陷的產(chǎn)生,且由于穿透能力強(qiáng),所以可對(duì)難以焊接的鋁合金厚板進(jìn)行焊接
。因此,在航空、航天和汽車制造業(yè)等領(lǐng)域,質(zhì)量要求高的鋁合金零部件均是采用電子束焊進(jìn)行加工,如運(yùn)載火箭的貯箱殼體和汽車的變速器齒輪等均采用電子束焊
。
變極性等離子電弧焊又被稱為“零缺陷焊”,變極性等離子電弧焊在鋁及鋁合金焊接中的優(yōu)點(diǎn)是具有很高的能量密度和射流速度(射流速度是普通電弧射流速度的2~15倍),使其能量更集中,線能量更小,焊接變形小,接頭性能可以和母材等強(qiáng);變極性等離子電弧焊一次可以焊很厚的板,zui厚可達(dá)25mm,可以單面焊雙面成型,變極性等離子電弧焊接鋁的這些優(yōu)點(diǎn)可以大大地減少焊接工序和縮短焊接時(shí)間,使焊接過(guò)程既可以提高工作效率,又可以提高焊接構(gòu)件的質(zhì)量
。目前變極性等離子弧焊接主要應(yīng)用于航天產(chǎn)品的焊接中。
攪拌摩擦焊是如今已經(jīng)作為一種新興技術(shù)泛應(yīng)用于軍事和工業(yè)等領(lǐng)域
。攪拌摩擦焊具有無(wú)焊接變形
、殘余應(yīng)力小、焊接接頭的綜合力學(xué)性能優(yōu)良
、成本低
、適用范圍廣、焊接質(zhì)量對(duì)人的依賴程度很低等優(yōu)點(diǎn)
。攪拌摩擦焊的局限性是焊接時(shí)機(jī)械力很大,需要焊接設(shè)備有很好的剛性;與弧焊相比,攪拌摩擦焊缺少焊接操作的柔性
。但攪拌摩擦焊作為**的固態(tài)連接技術(shù),尤其是應(yīng)用在現(xiàn)代運(yùn)載工具的高速化、輕型化進(jìn)程中,技術(shù)經(jīng)濟(jì)效益顯著
。因此正在大面積取代熔焊方法,廣泛應(yīng)用于鋁合金結(jié)構(gòu)件的連接制造
。
隨著焊接技術(shù)的發(fā)展以及計(jì)算機(jī)控制與焊接技術(shù)相結(jié)合
,自動(dòng)化和智能化的焊接設(shè)備不斷涌現(xiàn),鋁及其合金的焊接變得更容易
!如果您對(duì)成都鋁合金焊接有相關(guān)需求歡迎來(lái)電青羊區(qū)禾田焊接加工部
,我們是專業(yè)的焊接加工廠。



 熱門推薦
熱門推薦


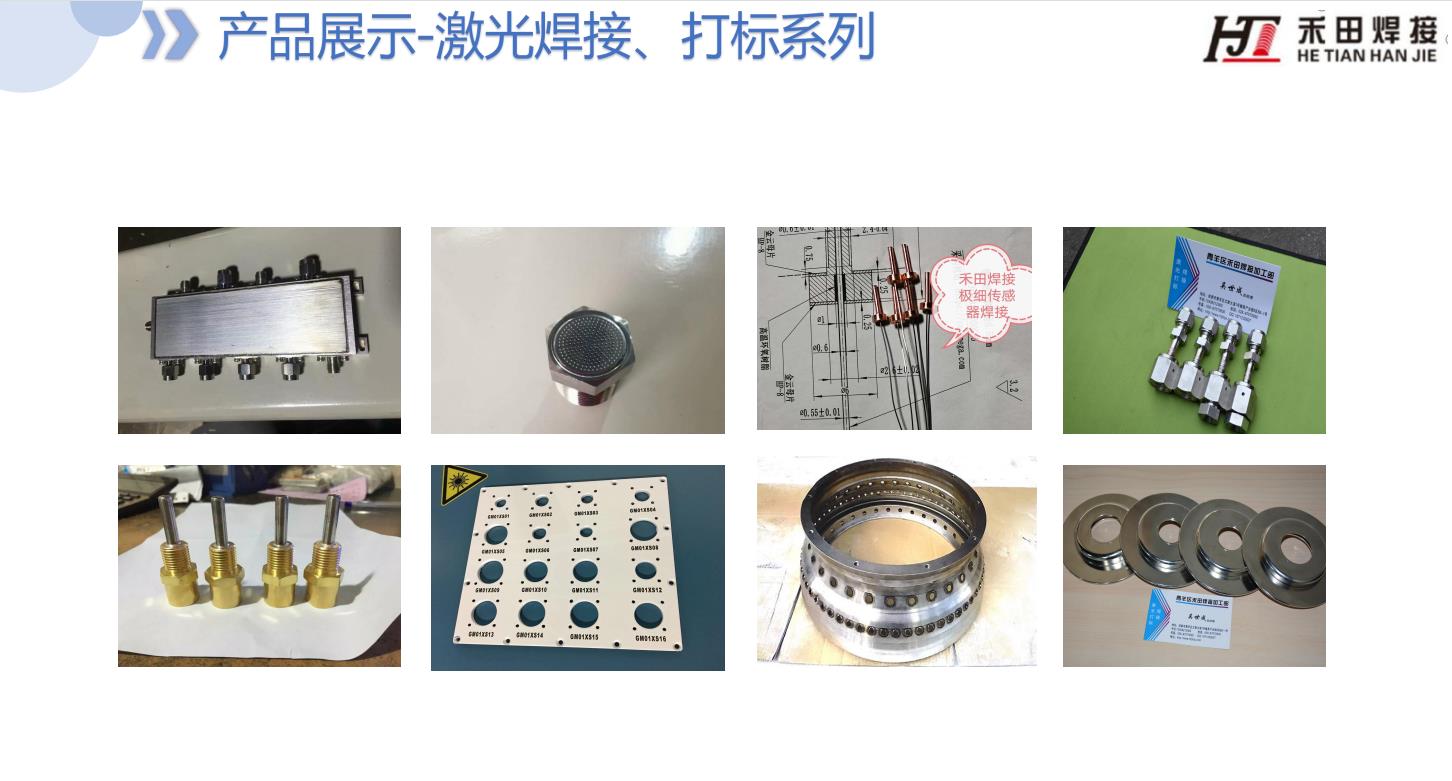 ,打標(biāo)系列" />
,打標(biāo)系列" />







 當(dāng)前位置:
當(dāng)前位置:



家燈火")
