,嚴(yán)重影響了產(chǎn)品質(zhì)量及性能。以下小編就帶您分析
成都鋁合金焊接的
鋁合金焊接的關(guān)鍵三技術(shù)
鋁合金的三種焊接方法
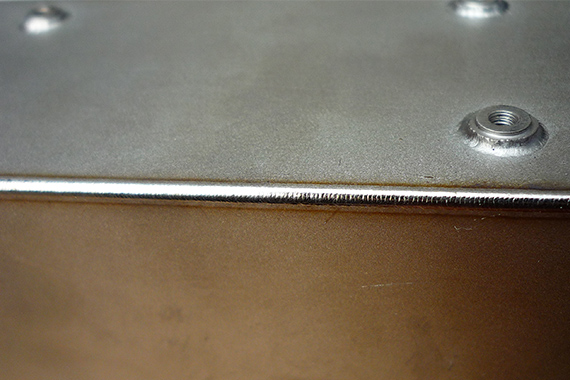
鎢極氬弧焊
鎢極氬弧焊法主要用于鋁合金
,是一種較好的焊接方法
,不過鎢極氬弧焊設(shè)備較復(fù)雜,不合適在露天條件下操作
。
電阻點(diǎn)焊
、縫焊
這種焊接方法可以用來焊接厚度在5mm以下的鋁合金薄板。但是在焊接時用的設(shè)備比較復(fù)雜
,焊接電流大
、生產(chǎn)率較高,特別適用于大批量生產(chǎn)的零
、部件
。
脈沖氬弧焊
脈沖氬弧焊可以很好的改善在焊接過程中的穩(wěn)定性可以調(diào)節(jié)參數(shù)來控制電弧功率和焊縫成形。焊件變形小
、熱影響區(qū)小
,特別適用于薄板、全位置焊接等場合以及對熱敏感性強(qiáng)的鍛鋁
、硬鋁
、超硬鋁等的焊接。

鋁合金的焊接注意事項
1 焊接鋁合金前先要清理鋁合金表面
,不能有油污
,塵埃等存在,可以用丙酮清洗鋁合金焊接處的表面
,厚板鋁合金要用鋼絲刷清理
,之后再加丙酮清洗。
2 在焊接鋁合金的時候要先清理鋁合金表面
,不能有油煙
,灰塵等,另外厚板鋁合金要用鋼絲刷清理
,然后再加丙酮清洗
。
3 如果板材比較后可以對板材預(yù)熱,這樣可以防止預(yù)熱不夠造成成焊不透
,在收弧時要用小電流收弧填坑
。
4 焊接時一定要規(guī)范,要根據(jù)板材的厚度來焊接。
5 焊槍的電纜不要太長
,要是太長會造成送絲穩(wěn)定
。
一、焊接材料要求:
01 保護(hù)氣體的選擇
焊接時所用的保護(hù)氣體有惰性氣體氬氣(Ar)和氦氣(He)
,生產(chǎn)上普遍使用氬氣
。用于焊接鋁及鋁合金的氬氣必須滿足下列純度(體積分?jǐn)?shù))要求:氬氣大于99.99%,氦氣小于0.04%
,氧氣小于0.03%
,水的質(zhì)量分?jǐn)?shù)小于0.07%。目前國內(nèi)生產(chǎn)的氬氣
,其純度一般能達(dá)到此要求
,故在使用前不需再進(jìn)行提純處理。
02
鎢電極的選用
氬弧焊用的鎢極材料有純鎢
、釷鎢
、鈰鎢、鋯鎢四種
。純鎢極的熔點(diǎn)和沸點(diǎn)高
,不容易熔化揮發(fā),但電子發(fā)射能力比釷鎢
、鈰鎢要差
。在純鎢中加入質(zhì)量分?jǐn)?shù)為1.0%~2.0%的氧化釷(Tho)電極稱為釷鎢極。它的電子發(fā)射能力強(qiáng)
,允許的電流密度高
,電弧燃燒穩(wěn)定。但釷元素具有一定的放射性
,對其推廣應(yīng)用帶來障礙
。目前普遍采用的鈰鎢極(牌號WCe20)是在純鎢中加入質(zhì)量分?jǐn)?shù)為1.8%~2.2%氧化鈰(雜質(zhì)≤0.1%)而制成。鈰鎢極電子逸出功低
,化學(xué)穩(wěn)定性高
,反復(fù)引弧的可靠性高,允許電流密度高(如采用直流正接氬弧焊時
,允許電流密度比釷鎢極提高5%~8%)
,燒損率低,并消除了放射性
。

03
溶劑的選擇
在氣焊
、碳弧焊過程中,熔化的金屬表面極易氧化而形成氧化膜
,為**焊接質(zhì)量
,必須用熔劑去除氧化膜及其他雜質(zhì)
。氣焊、碳弧焊用的熔劑是各種鉀
、鈉
、鋰、鈣等元素的氯化物和氟化物粉末的混合物
。用氣焊
、碳弧焊方法焊接、角接
、搭接等接頭時,焊件上殘留的熔渣往往難以完全清除
,在這種情況下
,應(yīng)根據(jù)不同的鋁合金材料選用不同的熔劑。對于鋁鎂合金
,不宜用含有鈉的熔劑
。
以上內(nèi)容便是成都鋁合金焊接廠家為大家?guī)淼南嚓P(guān)的講解啦,如有疑問歡迎致電

 ,打標(biāo)系列" />
,打標(biāo)系列" />







 當(dāng)前位置:
當(dāng)前位置:

 熱門推薦
熱門推薦