12年掌握焊接工藝核心技術(shù)
智能化焊接技術(shù)解決方案提供商
服務(wù)熱線:
13308212360
12年掌握焊接工藝核心技術(shù)
智能化焊接技術(shù)解決方案提供商
服務(wù)熱線:
13308212360


News
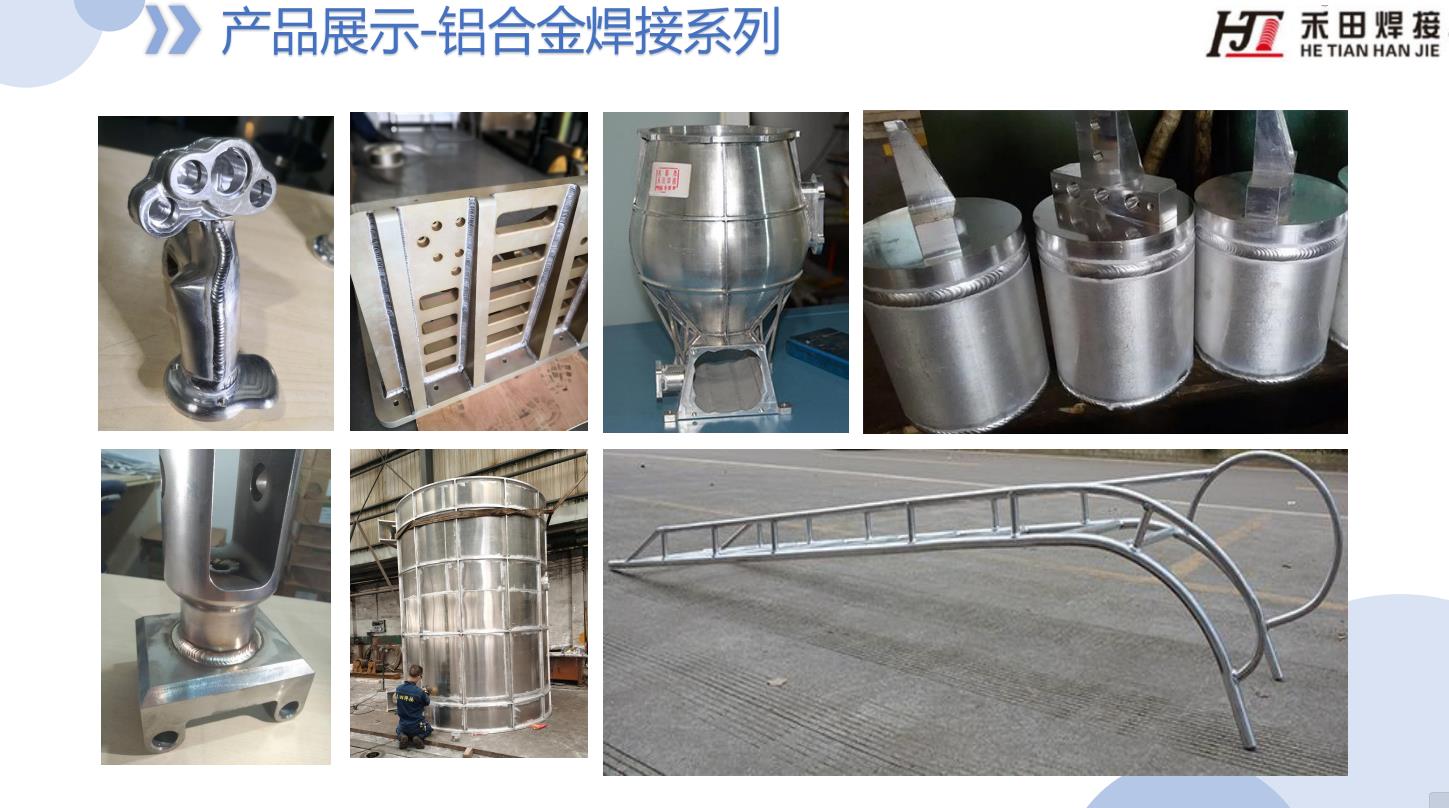
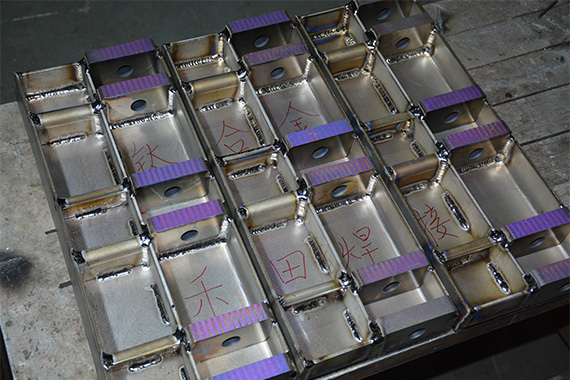
鋁合金焊接的難點(diǎn)
鋁合金由于重量輕
鋁合金焊接的難點(diǎn):
1
2、鋁合金表面易產(chǎn)生難熔的氧化膜(Al2O3 其熔點(diǎn)為 2060 ℃)
3、鋁合金焊接容易產(chǎn)生氣孔
4
5
6
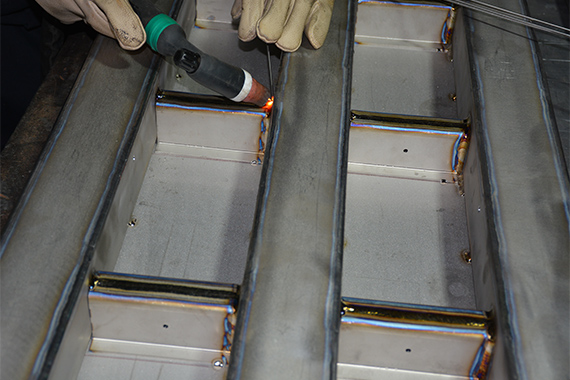
鋁合金焊接的特點(diǎn)

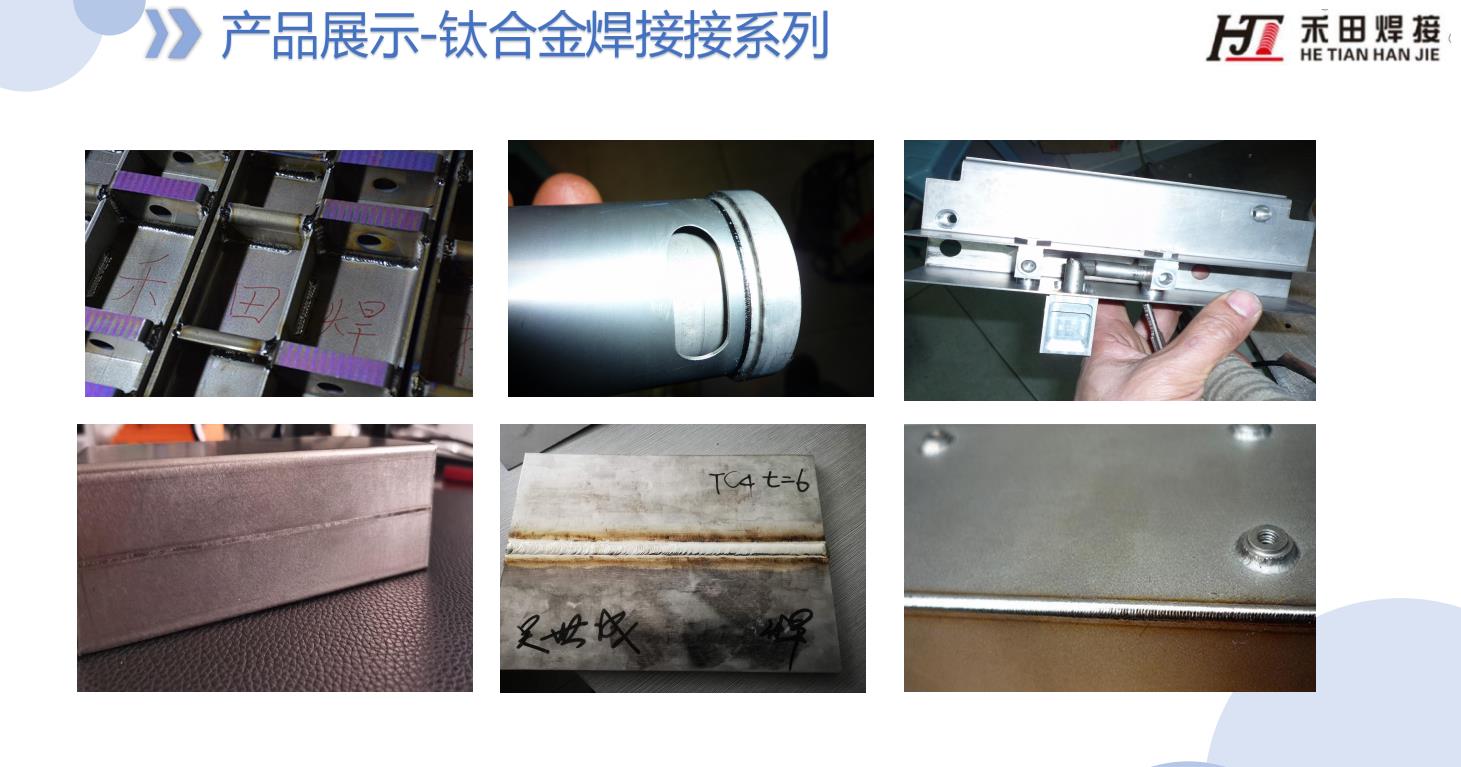
鋁合金焊接的焊接材料
1
2

3
4、焊劑
以上內(nèi)容便是成都鋁合金焊接廠家為你帶來相關(guān)的講解啦
郵箱:1871232627@qq.com
電話:13308212360
座機(jī):028-87070830
地址:四川省成都市郫都區(qū)正港路128號(hào)
產(chǎn)品中心
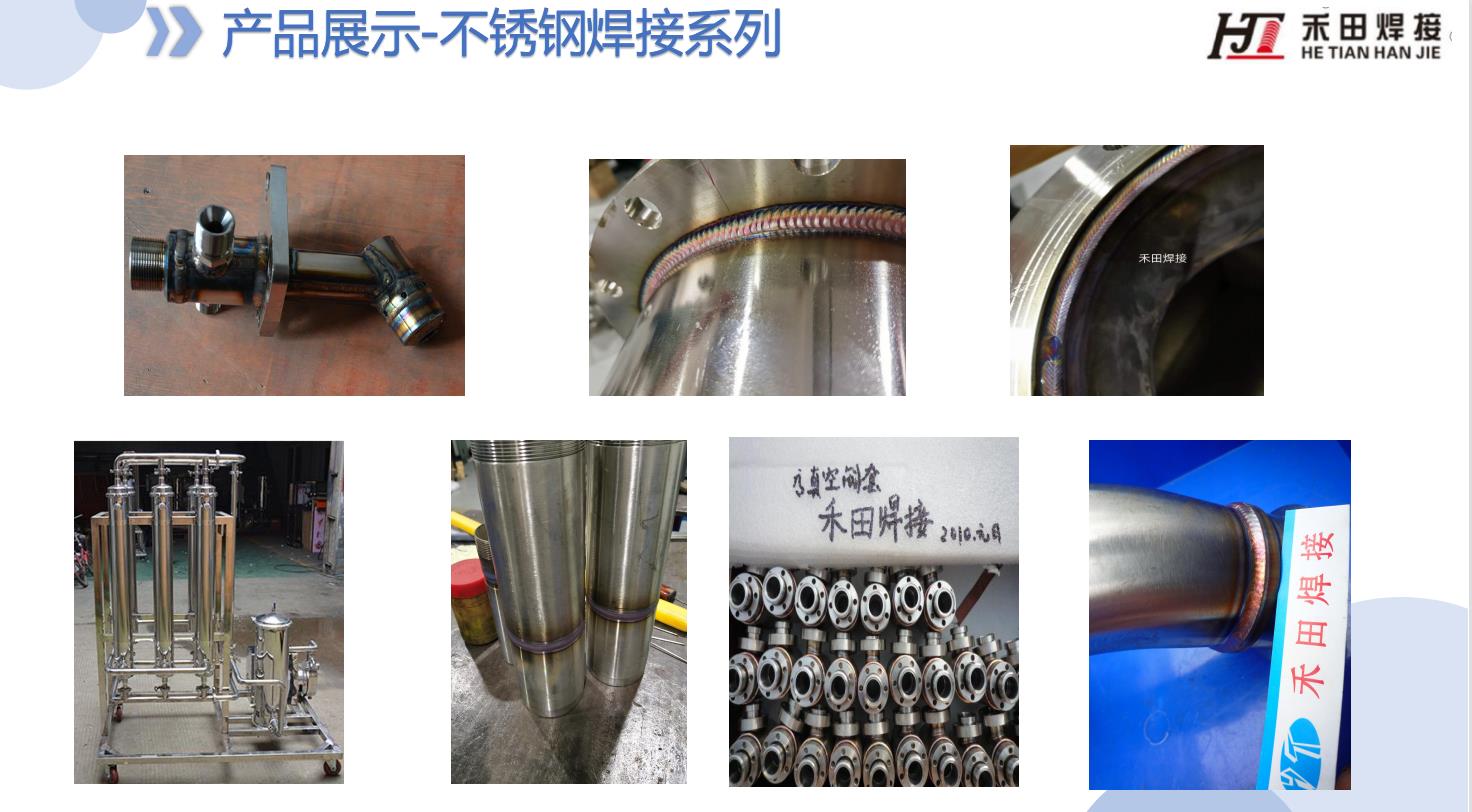
激光焊接 不銹鋼焊接 鋁合金焊接 鈦合金焊接 機(jī)器人焊接服務(wù)直通車
成都鈦合金焊接 成都不銹鋼焊接 成都激光焊接新聞中心
公司動(dòng)態(tài) 行業(yè)新聞 技術(shù)交流 時(shí)事聚焦 其他關(guān)于我們
禾田簡(jiǎn)介 工廠風(fēng)貌 工程師簡(jiǎn)介 榮譽(yù)資質(zhì)
掃一掃 關(guān)注我們








 當(dāng)前位置:
當(dāng)前位置:
 熱門推薦
熱門推薦